エクストルーダー形状と出力条件をなんとかすることで
それなりに出力出来る のかなぁ? というのが今回の話
あとモデルデータで生じる相性問題とかある
なのでまぁ要点としては
・とりあえずリトラクトをゼロにする
リトラクトONにするとエア噛みがひどいのと
エクストルーダーんとこでたわんで送られなくなる
・温度は必要以上に上げるとエア噛みする
体感では200度からもうダメ ヒートベッドは60度くらいがええが
ビルドタックあるなら温度なくてもいけるかもね
・ABSからのフィラメント切り替えでは
一旦適当なPLAフィラメントの切れ端とかでABSを完全に押し出す
これやらないと高温でエア噛みするのも込で押出がされない
・エクストルーダー出口方向のパーツを
フィラメントの通りを良くするためのテーパー?が無いパーツに交換する
AnycubicKosselの純正パーツだとそこで曲がって詰まるのだ
ものはこいつだけど穴位置がちょっとよくないので各自修正のこと
ANYCUBIC I3 Mega modif extrudeur Flex/TPU by Iceman51
フィラメント交換時にピンセットがほぼ必須になる副作用有り
・速度は出しても30まで
それ以上ではエクストルーダー部分の押出圧に負けて詰まる
ボーデンでなければもっと速くなるのかねここも
・トラベルでリトラクトが必要なモデルデータでは表面が荒れるため
側壁に開口部があるような形状には向いていない
・サポート除去性がPLA並に悪いのでオーバーハングに弱い
大体この辺かな
あとは実際に出力したものを参考程度に
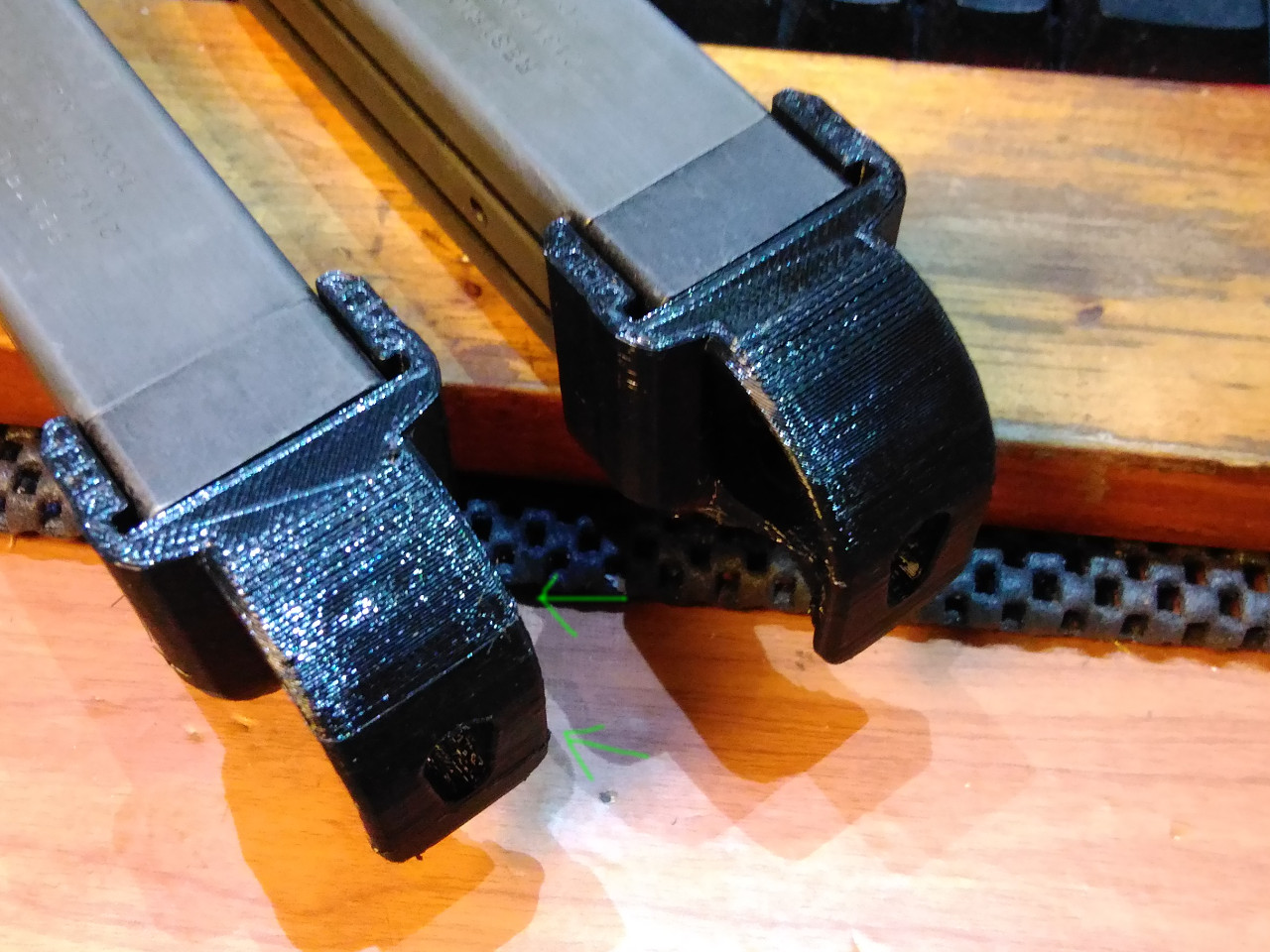
●とりま実用品ということでハイキャパ用のスピードプレート?を出力した結果

緑のが最初に買ったTPUフィラメントで出力して
とりあえず実用ラインだと感じたやつ
クリアグリーンなので照明の光を拾って白飛びしまくり
黒の左がサポートつけまくりで出力したやつ
右のが最初の方にサポート無しで出力したやつ
以下全部の写真を同じ配置とする
サポート有りの方が所謂こぶとか糸引きとか
ひどい凹みやらが少なく見えるんだけど
サポートの上辺が接触する部分の平滑性?にかなりの難があるのと
サポート材剥がすのが結構面倒

二枚目 サポートの上辺が接触する部分のズーム
サポートなしの方が一見良好な結果に見えるが
大きく凹んでる箇所があるので
見た目のひどさ的にはどっちも似たような感じ
三枚目 上面 トラベル痕
サポート有りの方
トラベルの糸引きが二箇所取れずに残っている
ただ穴の中がサポート有りの方がコブとか糸引きとかなくてきれい

4枚目 マグバンパー前面の品質
サポートなしのは角にかなりひどいへこみが出る
あとはガス注入口周りの表面にかなりがんこなコブが多数と
穴内部にバリのようになった糸引きが残りやすい
サポート有りでは
ガス注入口周りのコブが無いのと
穴部分の糸引きがサポートにもってかれるため綺麗
●モデルの相性について
積層面でギャップが出来るようなもんは
基本的に全部何かしらの表面荒れが絶対に出る
なので断面構造が完全にループや一本の棒のままで積層されるものは
比較的良好な出力結果が得られるようだ
よく3Dプリンター系のブログで見るサメのクリップとか
うちで作ったもんだと ベルトループに通すフラッシュライトのホルスターとかは
ベルトループ内に糸引きが出る程度で比較的良好な出力結果が得られた
リトラクトが出来ない という条件が出力品質でかなりのネガ要素になるので
オーバーハング無しで側面に穴があかないような形状でなら
PLAやABSと同等レベルの出力結果が得られるんじゃねぇかなぁ
第一回(予定)はこんなもんかね
以上







0 コメント:
コメントを投稿